Extruder - oder ABS und PLA wird flüssig bei Erwärmung ...
05.09.13
Extruder - oder ABS und PLA wird flüssig bei Erwärmung ...
... und wenn es oben in den Extruder hinein gedrückt wird, der Extruder genügend Wärme erzeugt, sollte es unten aus der Düse heraus fließen. Soweit die Theorie.
Hier sieht man einen Extruder schematisch. Das feste, spröde Filament wird oben eingeführt und auf dem Weg nach unten aufgeheizt. PLA (Polylactid / Polymilchsäure) wird bei 45 - 65°C (TG / Glasübergangstemperatur) gummiartig bis zähflüssig. Im Extruder befindet sich eine thermische Barriere aus Polytetrafluorethylen (PTFE / Handelsname Teflon) - in der Skizze in weiß. Damit wird erreicht, dass sich die Wärme nicht nach oben fortsetzt. Die äußere Hülle des Extruders besteht aus Polyetheretherketon (PEEK) - in der Skizze oben blau / unten rot.
![]()
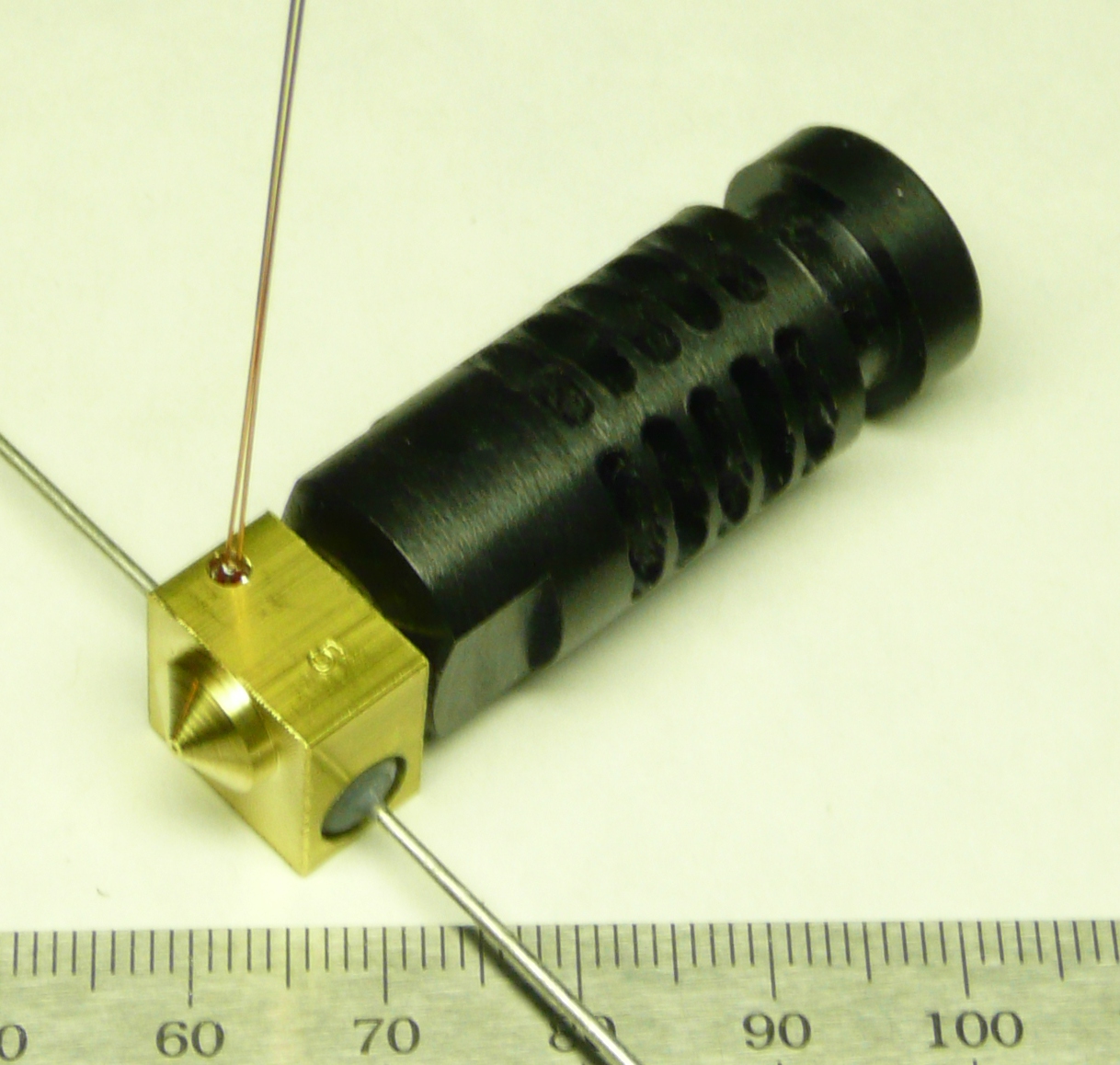
Der unterste Teil des Extruders ist entweder aus Alminium oder Messing. Dort ist letztlich auch die Düse, der Heizwiderstand und der Temperaturfühler untergebracht.
Die Kraft, mit der das Filament in den Extruder gedrückt wird, setzt sich nach unten fort und presst die PTFE-Hülse gegen die äußere Hülle. Zu viel Druck zerstört das Bauteil, zu wenig Druck bewirkt einen zu geringen Fluß des PLA aus der Düse. Die Vorschubmechanik und der zeitliche Verlauf des Vorschubs muß also auf den Extruder abgestimmt werden.
Es gibt in der Welt der 3d Drucker inzwischen eine Vielzahl von Extruderkonstruktionen. In meinem Drucker wird ein J-Head MK VB werkeln.
Kurioserweise werden auch diese Teile inzwischen von Chinesen nachgebaut. Günstiger, aber in schlechterer Qualität - obwohl alle Konstruktionsdetails veröffentlicht sind:

Hier hat der Konstrukteur der J-Head Extruder die Nachbauten mal getestet.
Pingbacks:
Bisher keine Pingbacks für diesen Eintrag...
| Mo | Di | Mi | Do | Fr | Sa | So |
|---|---|---|---|---|---|---|
| << < | > >> | |||||
| 1 | 2 | 3 | 4 | 5 | ||
| 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| 13 | 14 | 15 | 16 | 17 | 18 | 19 |
| 20 | 21 | 22 | 23 | 24 | 25 | 26 |
| 27 | 28 | 29 | 30 | 31 | ||
Bastard Blog
Suche
Kategorien
- Alle
- Büroalltag (2)
- privat (48)
Archive
- September 2014 (1)
- August 2014 (2)
- Juni 2014 (2)
- Mai 2014 (1)
- April 2014 (2)
- März 2014 (1)
- Februar 2014 (4)
- Dezember 2013 (2)
- November 2013 (1)
- Oktober 2013 (9)
- September 2013 (17)
- August 2013 (1)
- Mehr...
Sonstiges
 XML Feeds
XML Feeds
- RSS 0.92: Einträge, Kommentare
- RSS 1.0: Einträge, Kommentare
- RSS 2.0: Einträge, Kommentare
- Atom: Einträge, Kommentare
powered by
![]()